帖子详情
挤出机校准计算器
挤出机校准
校准目标:确保指令挤出 100mm 时实际挤出量精确为 100mm
与「挤出倍率(Extrusion Multiplier)」的区别:
- 挤出倍率是线材特性参数
- 校准则保证设备基础精度,使不同打印机校准后具有可比性
冷态测试 vs 热态测试
| 测试方式 | 适用场景 |
|---|---|
| 冷态测试 | • 绕过热端避免喷嘴堵塞干扰结果 • 远程挤出机(Bowden)可直接断开料管测试 • 直驱需拆卸喷嘴/热端 |
| 热态测试 | • 保持正常打印状态校准 • 需观察挤出是否顺畅(防止堵头或齿轮打滑) • 建议重复测试验证稳定性 |
校准步骤
通用准备流程
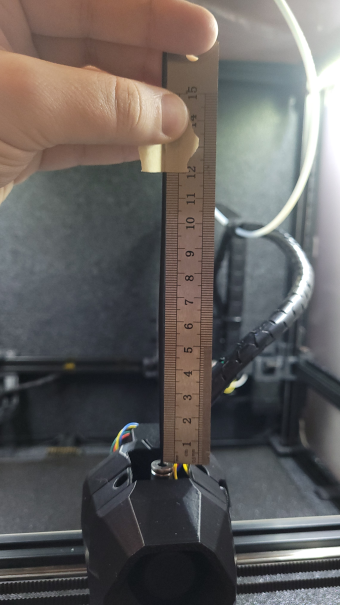
- 标记测量点
- 在进料口处将线材拉直,使用直尺在120mm位置贴胶带标记
- 建议使用游标卡尺提高精度
- 执行挤出测试gcode复制
M83 ; 设置挤出为相对坐标模式 G1 E100 F60 ; 以1mm/s速度挤出100mm(F60对应60mm/min) - 注意事项:
- 远程挤出机需断开料管
- 直驱需确保热端温度达标(若热态测试)
- 观察挤出是否均匀无卡顿
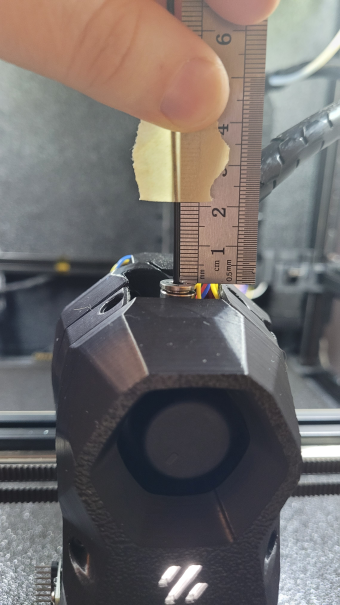
- 测量实际挤出量
实际挤出量 = 120mm - 剩余线材长度
示例:剩余21mm → 实际挤出99mm
固件特定配置
Klipper 校准
cfg复制[extruder]
max_extrude_only_distance: 101 # 需设为101以上避免浮点误差
min_extrude_temp: 0 # 冷态测试时设为0
校准公式:新rotation_distance = 原rotation_distance × (实际挤出量 / 100)
执行命令更新参数:SET_EXTRUDER_ROTATION_DISTANCE EXTRUDER=extruder DISTANCE=34.993
验证与保存
- 迭代测试:重复校准2-3次直至误差<0.5%
- 参数固化:
- Klipper:修改printer.cfg后执行
.RESTART
- Klipper:修改printer.cfg后执行
故障排查
| 现象 | 可能原因 | 解决方案 |
|---|---|---|
| 多次测试结果不一致 | • 挤出齿轮打滑 • 喷嘴部分堵塞 | • 清洁挤出齿轮 • 通针清理喷嘴 |
| 校准后仍存在挤出不足/过量 | • 传动比计算错误 • 固件参数未生效 | • 重新检查计算公式 • 确认参数保存 |
专业建议:
- 建议使用数字游标卡尺测量,精度可达±0.02mm
- 定期校准(建议每500打印小时或更换挤出机构后)
- 校准后需重新进行流量校准(Extrusion Multiplier)
版权:言论仅代表个人观点,不代表官方立场。转载请注明出处:https://www.dimit.cn/forum/110.html